
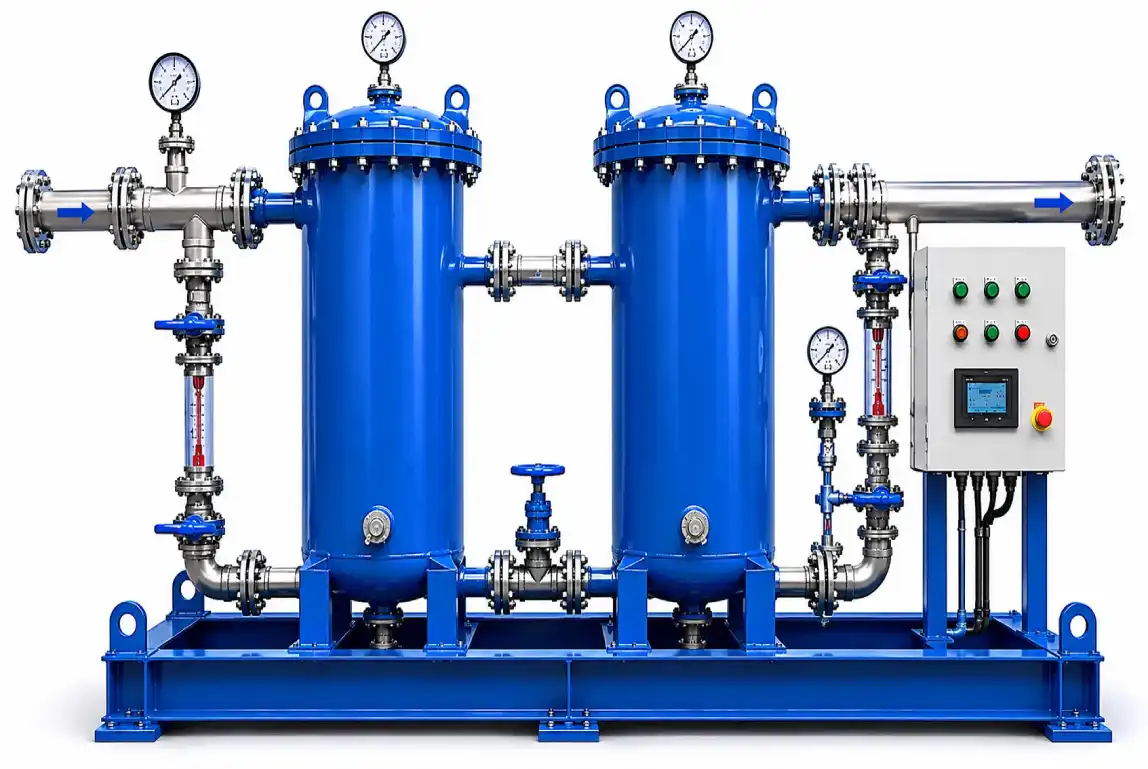
Deep Bed Mixed Bed Condensate Polisher
High-capacity mixed bed resin system for sodium, silica, chloride, sulfate and conductivity reduction in high-pressure boiler condensate circuits.
WTE Condensate Polishing Unit systems are engineered to purify returned steam condensate before it re-enters high-pressure boiler feed water circuits. Our CPU systems remove suspended corrosion products and dissolved ionic impurities such as iron, copper, silica, sodium, chloride and conductivity through filtration, ion exchange, mixed bed polishing, resin regeneration and automation for reliable boiler, turbine and plant efficiency.
Explore WTE CPU systems for reliable condensate purification and boiler cycle protection.
The Condensate Polishing Unit receives hot returned condensate from the steam cycle and removes suspended iron oxide, copper oxide and ionic leakage before the condensate returns to the deaerator or boiler feed system.
WTE combines cartridge filtration, precoat filtration, cation resin, anion resin, mixed bed polishing, external regeneration and PLC control to maintain low conductivity and stable cycle chemistry.
A Condensate Polishing Unit purifies returned steam condensate for safe boiler feed water reuse.
WTE CPUs combine pre-filtration, resin polishing, regeneration, monitoring and automation.
WTE reviews condensate flow, temperature, pressure class, conductivity, silica, sodium, iron, copper, pH, oil ingress risk, regeneration method, available footprint and outlet norms before selecting the right condensate polisher configuration.
WTE supplies CPU systems for power plants, process boilers and utility condensate recovery.
High-capacity mixed bed resin system for sodium, silica, chloride, sulfate and conductivity reduction in high-pressure boiler condensate circuits.

Precoat filtration captures fine iron oxide, copper oxide and colloidal corrosion products while supporting fast response to condenser leak contamination.

Separate cation and anion exchange stages for targeted ionic load reduction, stable outlet conductivity and flexible regeneration operation.

PLC-based valves, instruments, acid/caustic regeneration, rinse sequencing, alarms and monitoring for dependable unmanned condensate polishing.

WTE CPU systems protect boilers and turbines with stable polishing and reliable regeneration.
CPU treatment removes corrosion products and dissolved ions before condensate returns to the boiler circuit.
Returned condensate passes through strainers, cartridge filters or precoat filters to remove suspended iron oxide, copper oxide, rust particles and fine corrosion products.
Dissolved ions such as sodium, chloride, sulfate and hardness leakage are removed through selected cation and anion resin beds to control conductivity and ionic contamination.
Mixed bed resin delivers final polishing for silica, sodium and conductivity reduction, producing high-purity condensate suitable for boiler feed water return.
Online conductivity, pressure drop and optional silica/sodium signals guide service, rinse and regeneration cycles. Polished condensate is then returned to the boiler feed circuit.
WTE CPU systems support high-pressure boilers, turbines, utilities and industrial steam circuits.
View CPU installations with filters, resin vessels, regeneration skids and control panels.





WTE CPU systems improve boiler reliability through low conductivity and high condensate recovery.
WTE recommends the correct CPU system after reviewing condensate return quality, boiler pressure, steam cycle contamination risk, regeneration preference and outlet purity requirement.
WTE studies condensate flow, chemistry variation, pressure, temperature, turbine/boiler requirements, resin selection, regeneration logistics, automation needs and maintenance access to deliver a practical CPU system.
Answers on CPU selection, resin polishing, silica control, regeneration and maintenance.
A Condensate Polishing Unit purifies returned boiler condensate using pre-filtration, ion exchange and mixed bed resin polishing. It removes suspended corrosion products and dissolved impurities before condensate returns to the boiler feed water cycle.
Thermal power plants, captive power plants, refineries, petrochemical plants, steel plants, fertilizer plants, paper mills, sugar plants, chemical plants and high-pressure boiler houses use Condensate Polishing Units for cycle chemistry control.
A CPU removes iron oxide, copper oxide, suspended solids, sodium, silica, chloride, sulfate, hardness leakage and conductivity-causing ionic impurities that can affect boilers and turbines.
Yes. WTE customizes each Condensate Polishing Unit according to condensate flow, operating pressure, temperature, inlet contaminants, outlet conductivity, silica limits, resin type, regeneration method, automation level and site footprint.
Condensate polishing increases reusable condensate recovery, reduces fresh DM water demand, protects boiler tubes and turbines, minimizes contamination-related shutdown risk and supports stable steam cycle operation.
Yes. WTE supplies manual, semi-automatic and automatic CPU systems with resin vessels, pre-filters, regeneration skids, valves, instruments, PLC panels, alarms, conductivity monitoring and optional silica/sodium monitoring interface.